商机详情 -
河北手动多工位虎钳厂家直销
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。多工位虎钳装配结构是将可拆卸的螺纹连接和销连接的铸铁合体;河北手动多工位虎钳厂家直销
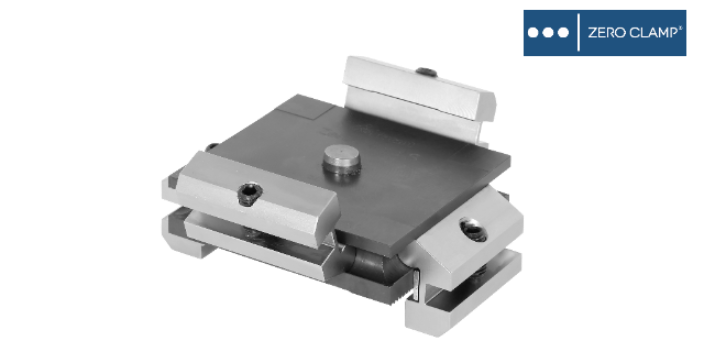
多工位虎钳
固定式多工位虎钳:这种虎钳由活动钳体、固定钳体、钳口铁、丝杆、导螺母、压紧圈、底座及摇手柄组成。虎钳的活动钳体下部为方形,装在固定钳体的方孔内,可以移动。钳口铁(又称夹持面)上制是棱形齿纹,用内六角螺钉分别固定在活动钳口和固定钳口上,钳口铁损坏或磨损后可以更换。丝杆上制有梯形螺纹,它穿过活动钳体的孔眼,一端以垫器限制在活动钳体上,另一端则旋入导螺母中,导螺母装置在固定钳体上,旋转摇手柄,使丝杆在导螺母内前后移位,并带动活动钳体在固定钳体内作相应的移动,从而使两钳口合拢或张开。当活动钳口向固定钳口合拢时,便将工件夹紧,张开时工件便可取出。固定钳体的底座两侧分别制有一个孔眼,以便装置固定螺拴,将整个台虎钳固定在工作台上。河北手动多工位虎钳厂家直销不要在活动多工位虎钳钳身的光滑表面上敲击作业,以防破坏它与固定钳身的配合性能。
安装多工位虎钳的注意事项:在安装多工位虎钳的过程当中应该要处在工作台长、宽方向中间的位置,以便于方便操作。工件在多工位虎钳上按装固定时,工件放置的位置要适当,被加工工件的表面必须高于钳口的上表面,以确保加工面能够被顺利加工。要知道多工位虎钳在投入使用中之前,需要先对其来进行安装,那么在这个过程当中需要注意些什么呢?在铣床上安装时,应擦净钳底底面的污物、铣床工作台台面也要保持清洁干净。为了保证达到精确的程度,精密多工位虎钳必须用百分表校正固定钳口的精度。
多工位虎钳中装夹工件的注意事项?(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(4)、刚性不足的工件需要支实,以免夹紧力使工件变形。多工位虎钳钳口怎么进行矫正?
多工位虎钳使用时注意:(1)工件的加工表面必须高于钳口,否则应采用平行垫铁垫来提高工件。(2)在刨削时,要牢固夹紧,防止工作松动,必须在填料和夹具上安装干燥的全平面。要使工件夹紧在垫铁上,应侧夹,用手锤将工件下表面割开,用铜光面平整,防止磕碰,磕碰到光滑表面。选择高精度的精密多工位虎钳时,应遵循以下5项要点。1. 可牢靠夹紧工件。应具有充足的夹紧力。2. 多工位虎钳自身精度高。3. 夹紧时工件不会上浮。4. 采用强力夹紧时也不会变形的结构及材质。5. 可长期保持高精度。如何正确选择精密多工位虎钳?河北手动多工位虎钳厂家直销
多工位虎钳对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。河北手动多工位虎钳厂家直销
多工位虎钳的使用和维护:夹:夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。力:强力作用时应尽量使力朝向固定的钳身。敲:不要在活动钳身的光滑表面上敲击作业,以防破坏它与固定钳身的配合性能。油:对丝杆。螺母等活动表面。应经常清洗润滑以防止生锈。砂轮机:砂轮的旋转方向应正确,使磨箫方下飞离砂轮,而不致伤人。砂轮起到后应观察运转情况,待转速正常后再进行磨削。磨削时,不要对砂轮施加过大的压力,以免磨削件打滑伤人,或因发生剧烈的撞击引起砂轮碎裂。磨削过程中。操作者应站在砂轮的侧面或对面,而不要站在砂轮的正对面。砂轮磨削面必须经常修整,以使砂轮的外圆及端面没有明显的跳动。拧紧调整螺钉,保持砂轮机的托架与砂轮间的距离在3MM以内,以防止磨削件扎入,造成事故。砂轮机用完后,应立即关掉电源。河北手动多工位虎钳厂家直销