标签列表 - 泽柔自动化技术(杭州)有限公司
-
 自动零点快换价格表
自动零点快换价格表零点定位系统属于常锁机构,通气时打开,断气锁死。当给零点定位系统通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠,从而实现快速准定位和夹紧。较开始零点定位主是应用在模具制造里面的铜公电极,其零件比较小,采用单个零点进行装夹,伴随现在不同行业进行智能制造生产的实践,产生了各种各样的零点定位系统,应用也开始推广开来,不再局限如单个使用,许多可以实现多个零点组合起来使用。特别是在卧 式加工中心、五轴机这些加工一些比较大的工件时候,都会采用多个零点组合进行,解决夹具板的切换,从而实现产品切换,较终...
发布时间:2022.07.13 -
 浙江强力零点定位卡盘生产
浙江强力零点定位卡盘生产零点定位系统在机械制造、测量、机床、机器人自动生产线领域中,基准是应用十分的一个概念。机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,装配时零部件的装配位置确定,以及机器工作时零件位置的确定,都要用到基准的概念。基准基准就是用来确定对象上几何关系所依据的点、线或面。零点在机械工业领域,我们把作为参照的基准统称为零点或零位。在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时,零件往往不会一直保持不动的,需要从一个工序到另一个工序、从一台机床到另一台机床,或者不规则形状的零件不好确定零点,这就需要重新拖表找正零点,做很多的辅助工作,造成大量的...
-
 南京零点零点定位卡盘服务
南京零点零点定位卡盘服务零点定位系统属于常锁机构,通气时打开,断气锁死。当给零点定位系统通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠。系统安装在机床的工作台,定位销安装在夹具底面,或者夹具托盘底面,重复定位精度主要通过定位孔保证。装在夹具底面的零点定位接头有三种。零点定位系统一步完成定位和锁紧,可以让操作员以极高的精度和用较少的力气快速跟换大型和小型夹具。零点定位系统具有高精度的中心定位,夹紧时贴合精度<0.005mm,不用担心拉力和侧向剪切力;而且采用了斜楔式机构等,增加拉紧力。定位器底盘具有集成气体喷射功...
-
 高精度零点定位托盘生产
高精度零点定位托盘生产关于零点定位器系统你有真正了解过吗?在日常加工过程中,因为每替换一次装夹,工件的精度都会改变,所以一般在组织生产工艺时工程师们都尽量让同一个工件在同一台机床上加工,不得不组织精加工机床进行工件的粗加工,形成一种隐形的糟蹋。将具有规范夹具接口的零点定位体系,准确装置到机床的作业台上,定位体系中的每个定位器的方位相对机床来说都是确认的,在装置夹具、工件,或许编写加工程序进行数控加工时能够将任何一个定位器作为基准,这便是所谓的"零点". 经过零点定位体系能够整合整条生产线的机床,确保作业台外工件装夹后的方位精度联系完好地搬运到机床作业台上,有用搬运机床切削加工中装夹时刻,大地发挥每台机床的潜能。工程...
-
 台北强力零点定位销售企业
台北强力零点定位销售企业零点定位卡盘是机床之上用来夹紧工件的机械装置。利用皆布于卡盘体之上的活动卡爪的径向移动,将工件夹紧与定位的机床附件。零点定位卡盘一般改由卡盘体、活动卡爪与卡爪驱动机构 3部分组成。零点定位卡盘体直径较为小作为65毫米,较为大可达1500毫米,中心有通孔,以期透过工件或是棒料;背部有圆柱形或是短锥形结构,直接或是透过法兰盘和机床主轴端部相互联接。零点定位卡盘一般安装于车床、外圆磨床与内圆磨床之上使用,亦可和各种分度装置配合,用于铣床与钻床之上。零点定位系统属于常锁机构,通气时打开,断气锁死。台北强力零点定位销售企业零点定位零点定位系统是一个定位和锁紧装置,能使工件从一个工位到另一个工位,一个工序...
-
 自动零点定位基座售价
自动零点定位基座售价德国ZEROCLAMP零点定位系统能够降低90%停机时间、实现半柔性化,它是如何实现的?ZEROCLAMP零点定位把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,降低至多90%的停机时间。零点定位系统它不仅是定位和夹紧的装置,而且主要是可以把不同的零件、不同的机床甚至不同的工位建立统一的标准接口,形成一个半柔性化的生产。系统有四种规格的夹头,每种夹头只有一种类型的拉钉。ZEROCLAMP零点定位系统通过增加主轴运行时间来确保机器有足够效率和竞争力来缩短响应时间。自动零点定位基座...
-
 台北自锁零点定位基座经销商
台北自锁零点定位基座经销商零点定位器,定位时只能从工件的上面或者是侧面进行定位而改用摆动销。方式一,定位销自动摆动到位,打开时自动打开,设计时要注意定位销工作面要与转动点处于一条直线。方式二,定位销手动摆动到位定位工件,设计时要注意定位销工作面要与转动点处于一条直线。关于圆销和菱形销的方向一个工件在定位的时候一般都会有两个定位销孔,一个圆销一个菱形销,一般情况下,这两个定位销的连线和车系基本是在一条直线上的,零点定位器具有夹紧力和拉紧力高等优点。通过液压解锁,通过机械自锁结构锁紧,锁紧时可随时切断压力预案,具有自动除屑和间隙感应功能。使用零点定位系统,可在机外进行预先装夹。台北自锁零点定位基座经销商零点定位工件在使用零...
-
 模块化零点定位托板哪里买
模块化零点定位托板哪里买零点定位的使用可以实现工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,坐标系统位置始终保持不变。这样可以节省重新找正零点的辅助时间,让机床可以快速的进行零件更换,减少除了前面我们的坐标找正时间,还能够减少产品的装夹时间,这样可以较大限度减少机床非工作时间,让机床可以持续高效运转。当然如果我们是双工作台或者生产线的话,则可以实现更多产品的高效切换。较终保证工作的连续性,提高工作效率,当合理使用这样的系统时,可以很好解决现在我们在单件小批量生产或多品种小批量生产时候的自动化生产。ZEROCLAMP零点定位系统通过增加主轴运行时间来确保机器有足够效率和竞争力来缩短响应时间。...
-
 高精密零点定位托盘生产
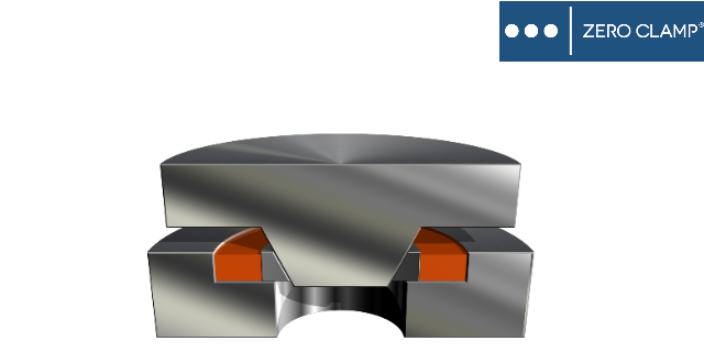
高精密零点定位托盘生产零点定位器通过大直径高刚度的滚珠夹紧定位接头,当给零点定位器通入60bar的液压或许6bar气压时,滚珠向两边散开,定位接头可自由进出零点定位器;当堵截压力时滚珠向中心挨近并锁紧定位接头。这两部分之间的重复定位精度是0.002mm,一起供应5kN至30kN的夹紧力。运用时将零点定位器(凹头)设备到机床作业台上,凹头在机床作业台上的方位标记为零点,依据实践加工需要可设备多个定位器凹头(至少2个);定位接头凸头与夹具、工装或许工件通过定位台阶和螺栓紧固到一起(每个夹具、工装或工件至少设备2个定位接头凸头)。当需要加工某个工件时可直接通过零点定位基准夹具系统设备到机床作业台上,无需调整方位和找正精度...
-
 自动零点定位器采购
自动零点定位器采购零点定位的应用:零点定位可以实现产品下线不下夹具的测量,通过下线不下夹具实现产品的二次修正,这样可以保证产品高精度。特别是一些单件生产时候,为了保证产品合格,我们可以加工到一半时候,将产品与零点定位上面的夹具板一起下线进行测量,得到数据后进行机床坐标的修正,让产品控制在精度范围以内。零点定位是、在柔性生产中的主要关键产品之一,其介入的生产可以让生产变更柔性。有零点定位介入的FMS生产线可以发挥更大的柔性和效率。零点定位保证工作的连续性,提高工作效率。自动零点定位器采购零点定位零点定位系统安装的必要性:1、传统的夹持技术始终不能放弃,但此类夹具较明显的缺点是设备在换装时耗时巨大。因此可以考虑采用...
-
 ZERO CLAMP零点定位工装批发
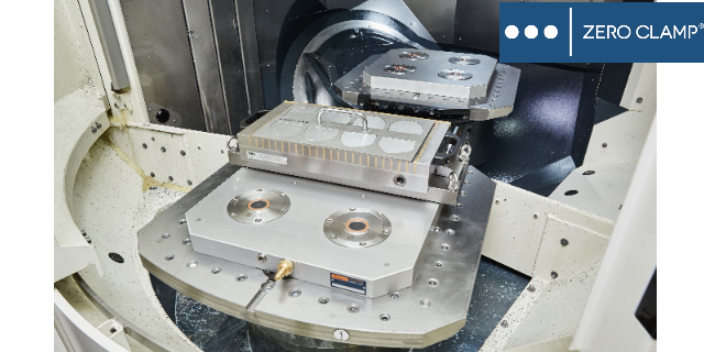
ZERO CLAMP零点定位工装批发ZERO CLAMP零点定位系统通过增加主轴运行时间来实现改变,以确保机器有足够效率和竞争力来缩短响应时间,提高生产率以确保机器有足够效率和竞争力,保证了操作的可靠性,操作的灵活性达到更大化。不同产品通过不同组合的零点定位系统可以实现多种场景、多种机械产品的加工,极大缩短更换夹具的时间,提高机床有效加工时间和零件重复定位精度。主要由卡盘与托盘两部分构成,卡盘安装在机床台面,托盘用于安装零件毛料,加工时两者装配使用。采用零点定位系统的优势十分明显,操作人员只需在准备区装夹毛料,将毛料与托盘一次装夹,由AGV小车及机械臂运输装夹至机床内卡盘,无需反复翻身校准,不单减少操作人员工作量,且零点定位卡盘...
-
零点定位系统加工案列
零点定位系统的原理 :,零点定位系统是利用零点定位销将不同类型的产品坐标系转化为的坐标系,再通过机床上的标准化夹具接口进行定位和拉紧。它能够直接得到工件在不同机床间统一的位置关系,消除了多工序间的累积误差。较重要的是,它统一了设计基准、工艺基准和检测基准,使整个加工过程可以做到有效、可控,这点在自动化生产线上尤其重要。零点定位系统的应用:由于受制于恶劣的加工环境和复杂的加工精度要求,零点定位系统柔性线在发动机箱体类零件生产中的运用正处于起步阶段。零点定位系统能够直接得到工件在不同机床间统一的位置关系,消除了多工序间的累计误差。零点定位系统加工案列零点定位零点定位器,带止位功能,可通过气体或者液...
-
 绍兴手动零点定位子板哪家实惠
绍兴手动零点定位子板哪家实惠通过零点定位夹具实现不同品种缸盖混线生产,工艺流程如下:近排气道面加工,定位孔加工➝安装定位托板&➝燃烧室面、缸盖罩壳面加工➝精加工液压挺柱空,座圈导管底孔加工➝清洗➝中间检验➝安装座圈和导管➝精铣燃烧室缸盖罩壳平面,去毛剌➝清洗➝密封测试及装配➝检验工位➝缸盖分装➝终检。与传统专门用机床加工相比,采用零点定位系统加工,减少了多次重复定位误差,采用统一的定位装夹,有效保证了关键孔系之间,孔与面之间的形位公差,保证加工质量。重复定位精度满足设计5um要求,加工精度经生产线验证满足设计需求。零点定位系统装夹的重复定位精度一般小于0.005mm。绍兴手动零点定位子板哪家实惠零点定位零点定位系统的使用...