新闻中心 - 咸阳德赢机械制造有限公司
-
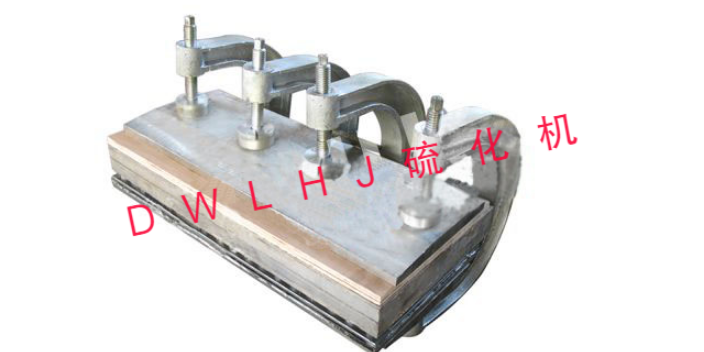
 江西电热硫化机厂家
江西电热硫化机厂家硫化机操作,准备就绪后,对各部件作一次仔细查看,承认无问题后,便可给硫化机送电硫化。加热电源的设定温度为140~150°,开端硫化时,水压加压至1Mpa。当硫化加热至100°时,持续加压至...
发布时间:2022.07.13 -
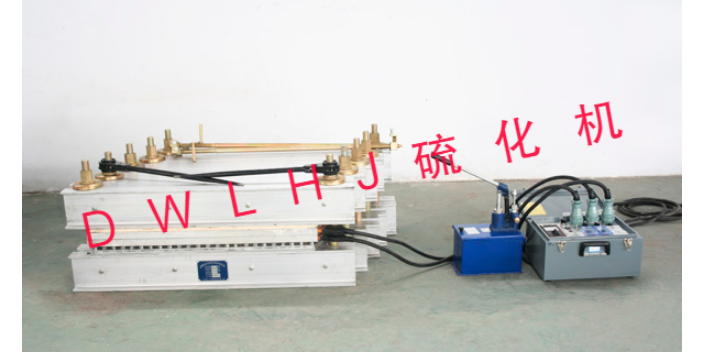
 海南电热硫化机供应商
海南电热硫化机供应商调整输送带扣长度调整至比输送带窄5cm左右,把输送带扣固定在下模板上,并穿好定位销。将输送带嵌进输送带扣至前断面全部碰到底的位置,输送带与输送带扣要左右对称。钉扣时首先钉好中心位置的一个带扣,然后再钉...
发布时间:2022.07.10 -
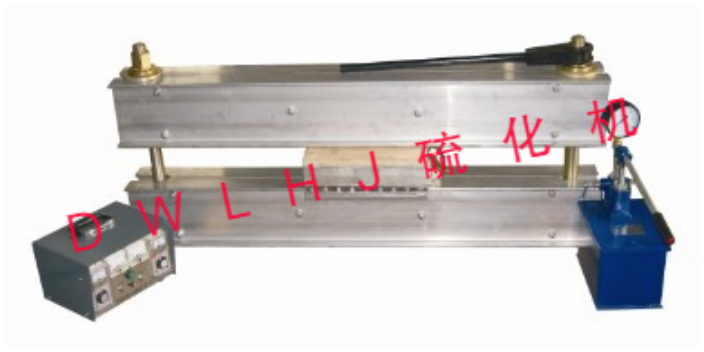
 青海自动补压硫化机推荐
青海自动补压硫化机推荐硫化前及时清理模具的油污及橡胶等,擦洗模具或涂脱模剂必定要用细棉纱、细布或软毛刷。去除模具粘胶时,必定要用竹、木、黄铜制作的用具,制止用铁制用具。装卸模具要当心,不得磕碰模腔,不得上错模板。多模一起出...
发布时间:2022.07.09 -
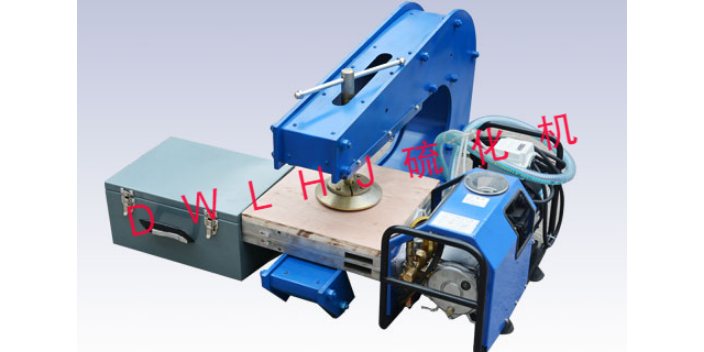
 浙江水冷却硫化机现货
浙江水冷却硫化机现货冷模开温后,一次装胶硫化时硫化时刻稍微延伸。依据产品和模具精密状况选用黄铜或铁制启模东西,但精密模具禁绝用铁制启模东西。平板上制止放启模东西和其它物品。准确把握硫化时刻,不得欠硫、过硫,硫化进程如果停...
发布时间:2022.07.06 -
 天津组合式硫化机供应商
天津组合式硫化机供应商硫化机加热板硫磺用量越大其硫化速度也会越快,致硫化程序也会越高,但是硫磺与橡胶中的溶解度是有一定限量的,也并不是硫磺使用量越大越好,过量的硫磺会由胶料表面析出,这种现象称为“喷硫”,要尽量减少喷硫发生...
发布时间:2022.07.05


